
How to apply ALP20 — and how it works
ALP20 · Powered by ArcGuide® Technology
ALP20 is designed for straightforward field application by trained technicians. The process follows standard blade coating procedures — no specialized equipment is required beyond quality roller materials and standard blade PPE.
Sand the application area with P120 grit paper. The surface must be clean, dry, and completely free from dust, grease, and oil before coating begins.
Apply ALP20 near the blade tip, covering the full surface from leading edge to trailing edge around each receptor. Do not coat the receptor itself or the leading edge protection strip. Stay within 5 cm (2 inches) inboard of the receptor — exceeding this reduces lightning protection performance.
ALP20 is a two-component system. Shake the base (BR207E) vigorously for 1 minute, then mix with hardener (BR12H0) at a 4.5:1 ratio. Add 10% thinner — use BR12T7 in cooler conditions (23°C / 73°F) or BR12T4 in warmer conditions. Mix all three components thoroughly. Pot life is 120 minutes at 23°C (73°F) — plan your application accordingly.
Using a high-quality solvent-resistant foam or short-nap fur roller, apply 2 coats to a wet film thickness of 100–125 µm (4–5 mils) each. Allow 45 minutes flash-off time between coats at 23°C. Target total dry film thickness is 100 µm (±20 µm).
No additional process is required after application. Allow the coating to fully cure before returning the turbine to operation. Drying time ranges from 2–6 hours depending on temperature — see the table below.
| Temperature | Recommended thinner | Drying time (able to handle) |
|---|---|---|
| 15°C (60°F) | BR12T7 (Fast) | 5–6 hours |
| 23°C (73°F) | BR12T4 (Medium) | 3.5–4 hours |
| 30°C (86°F) | BR12T4 (Medium) | 2–3 hours |
Application conditions: ALP20 should be applied between 15–35°C (60–95°F) and 20–85% relative humidity, with surface temperature at least 3°C (5°F) above dew point. If conditions fall outside this range, consult your ALEXIT® BladeRep® representative.
Full technical specifications including mixing ratios, coverage rates, and storage requirements are available in the Technical Data Sheet (PDF) ↗. Each 1 kg kit covers approximately 3.8 m² and is pre-measured for the correct mix ratio.
THE SCIENCE
How ArcGuide® technology works
For those who want to understand the physics behind why ALP20 outperforms conventional lightning protection, here's the full explanation.
Why lightning damages blades
The most common lightning protection system uses surface-mounted receptors connected to a down conductor inside the blade. When storm clouds create a strong electric field, streamers form at the receptor tips and try to connect with the downward leaders from the cloud — this is the intended protection mechanism.
The problem is that streamers also form at the down conductor and other metallic components inside the blade. When those internal streamers win the race to connect first, the strike bypasses the receptor entirely and punches through the blade laminate. At best this causes blade punctures costing $30–50K per repair. At worst it splits trailing edges or destroys blades entirely. In high-lightning regions like the central US, lightning damage is consistently reported as the number one or two cause of turbine downtime.

ArcGuide® modifies the blade surface to make it more likely that the streamers forming at the external receptors will "win the race" over the internal streamers.
It does this by locally enhancing the electric field immediately above the surface of the blade. The spots that experience this enhanced field are the first to exceed the ionization potential for air, creating regions of corona along the blade exterior. As field strength increases, these corona regions connect into a surface flashover — an ionized channel in the air above the surface — that propagates a streamer from the receptor outward toward the cloud, reducing field intensity around internal conductors in the process.
Critically, ArcGuide® is not a conductive coating — current does not pass through the film. The conductive particles in the formulation locally pre-ionize the air above the surface, helping the surface flashover form earlier and more reliably than it would with a standard topcoat.
How ArcGuide® shifts the odds
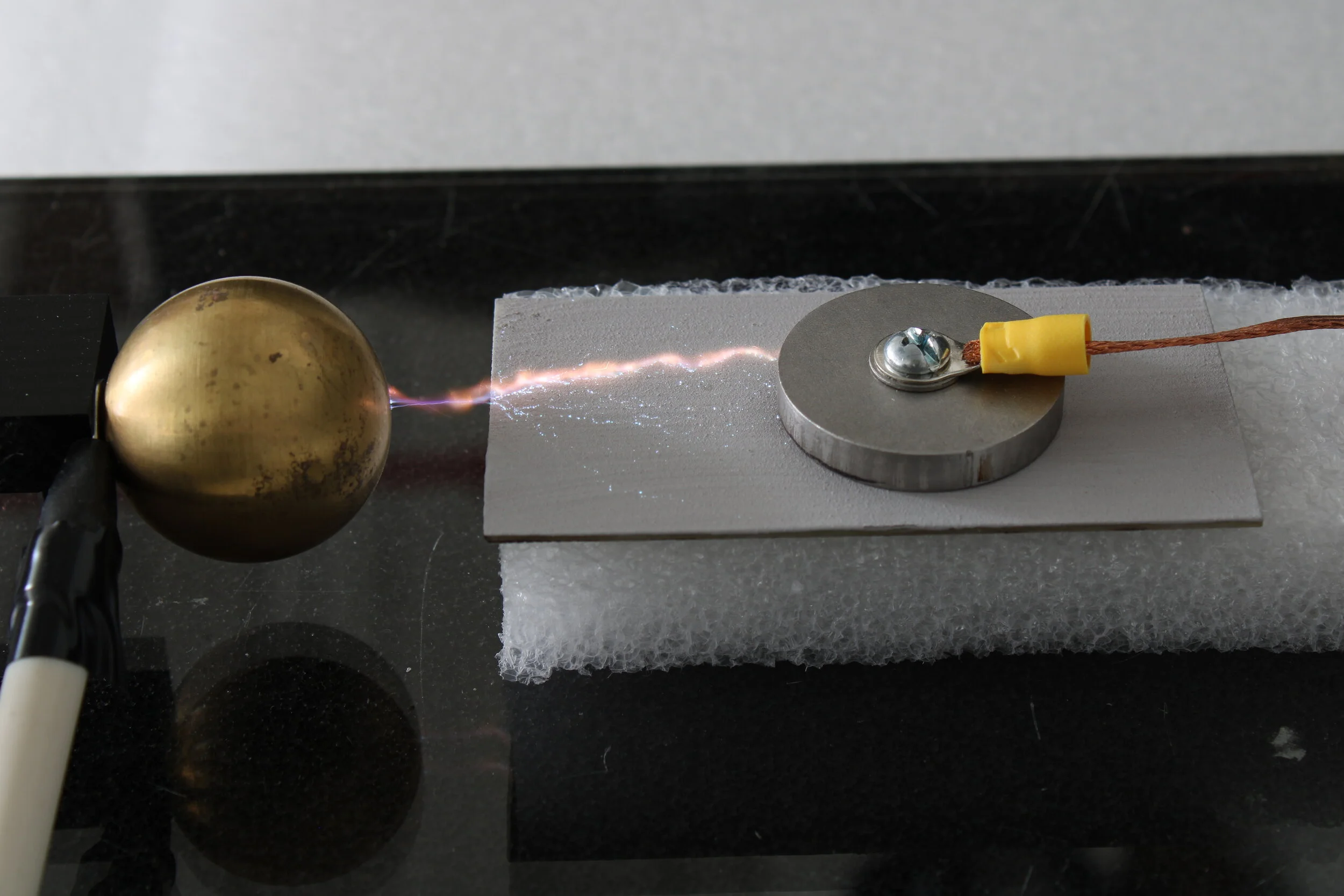
High-voltage lab test showing surface flashover from electrode to ALP20-coated receptor.
The split-panel test below demonstrates this behavior directly. ArcGuide® coating was applied to one half of a two-foot square fiberglass panel, while the other half received a standard blade topcoat. Subjected to the same high electric field, multiple simultaneous streamer paths formed on the ArcGuide® side — while only a single weaker streamer formed on the baseline side. This is exactly the behavior that reduces blade punctures in the field.
Laboratory proof of concept

Full-scale blade validation
This laboratory behavior translates directly to measurable improvement at blade scale. In IEC 61400-24 high-voltage leader attachment testing on GE 1.5sle blade tips, ALP20-coated blades showed a 73% reduction in blade punctures compared to uncoated baseline blades across more than 150 lightning events. The coating also passed 200 kA high-current arc entry testing with no coating damage — confirming that it survives real-world lightning strikes intact and does not need to be replaced after a strike.
Want the full technical story? The white paper covers the complete development program, test methodology, validation results, and field experience in detail.
Talk to the Arctura team about your specific blade models, fleet size, and lightning exposure profile. We can walk you through the application process and connect you with Mankiewicz distribution in your region.